-
Giỏ hàng của bạn trống!


































































































Cách Sử Dụng Thước cặp Cơ Khí.
2022-04-01 14:07:08
13326
Thước cặp hay còn gọi là thước kẹp, là dụng cụ đo đa dụng. Tính đa dụng của thước cặp được thể hiện qua khả năng làm việc như đo kích thước ngoài, kích thước trong, đo chiều sâu...Ngoài ra với phạm vi đo rộng, độ chính xác tương đối cao làm cho thiết bị trở nên tiện dụng hơn đồng thời với cấu tạo đơn giản giúp thiết bị dễ sử dụng.
I. Thước cặp là gì.
Thước cặp là thiết bị đo được ứng dụng trong nhiều lĩnh vực đo lường như nhành công nghiệp cơ khí chính xác, Thước cặp hay còn gọi là thước kẹp, là dụng cụ đo dùng để đo kích thước ngoài, kích thước trong, đo chiều sâu với độ chính xác cao và cách sử dụng tương đối đơn giản nhưng mang lại hiểu quả công việc cao.
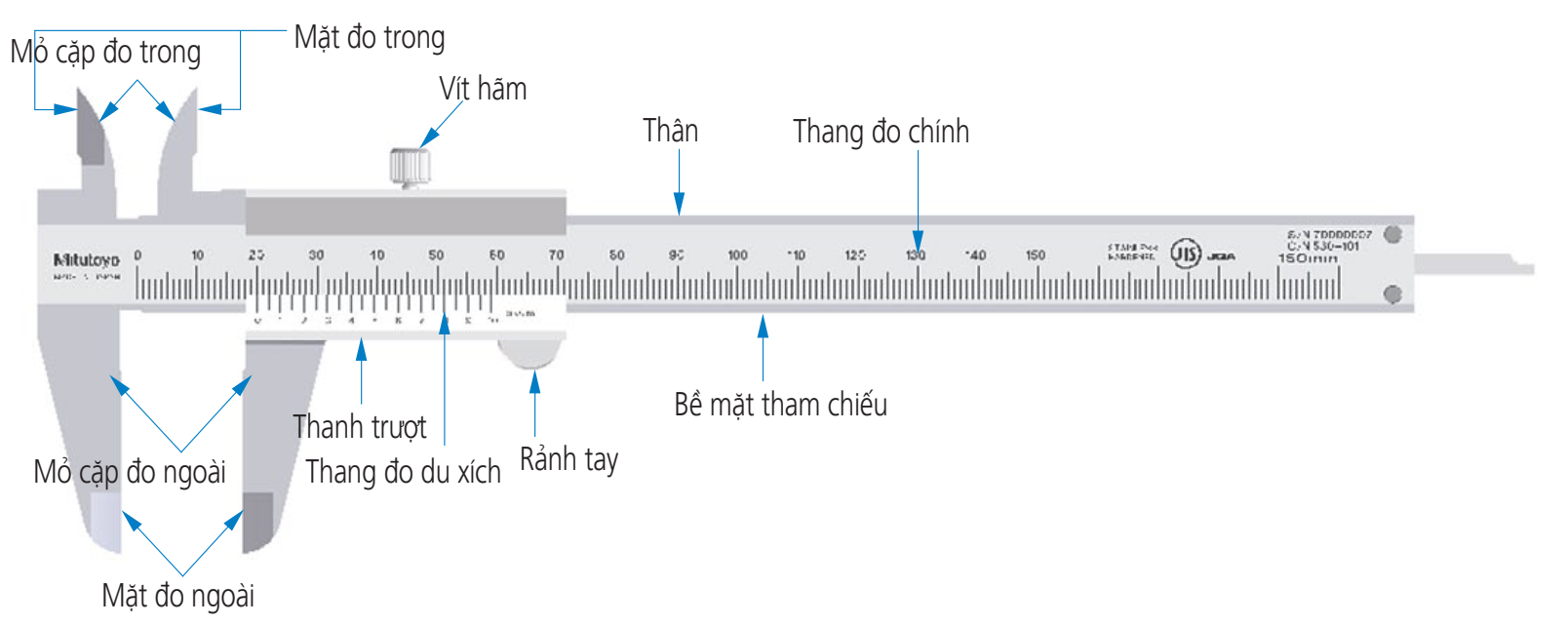
II. Cấu tạo.
III. Các lưu ý trước khi sử dụng thước cặp cơ khí.
- Dùng một lượng nhỏ dầu panme để lau bề mặt tham chiếu của thiết bị.
- Di chuyển thanh trượt dọc theo thân chính để kiểm tra xem thanh trượt có di chuyển nhẹ nhàng mà không bị ép/kẹp chặt không.
- Sau khi lau, kiểm tra những phần sau bằng cách đóng mặt tiếp xúc:
• Mặt đo ngoài: Trong tình trạng tốt nếu không có ánh sáng lọt qua khe giữa hai mặt khi đưa ra ánh sáng.
- Nếu có gờ hay bụi bẩn trên bề mặt thì hai bề mặt sẽ không khít nhau và ánh sáng có thể lọt qua.
.png)
- Mặt đo trong: Trong tình trạng tốt nếu chỉ nhìn thấy rất ít ánh sáng lọt qua khe giữa hai mặt khi đưa ra ánh sáng.
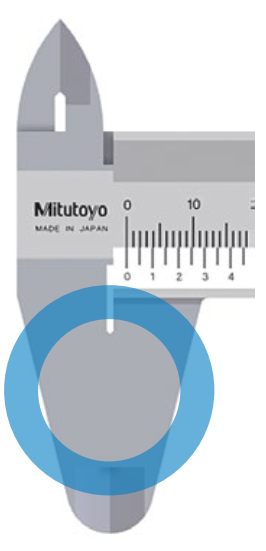
- Kiểm tra điểm zero.
IV. Trong khi sử dụng.
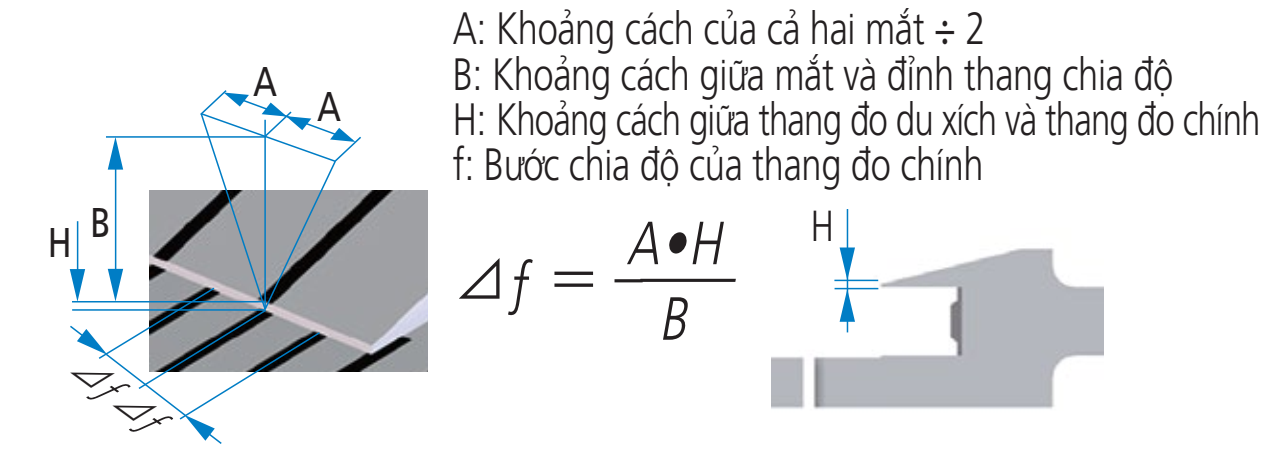
1. Đọc thang chia độ trực tiếp từ phía trên để tránh lỗi thị sai.
2. Đảm bảo áp dụng lực ổn định trong quá trình đo, và đo vật ở vị trí gần phần gốc của mỏ cặp nhất.
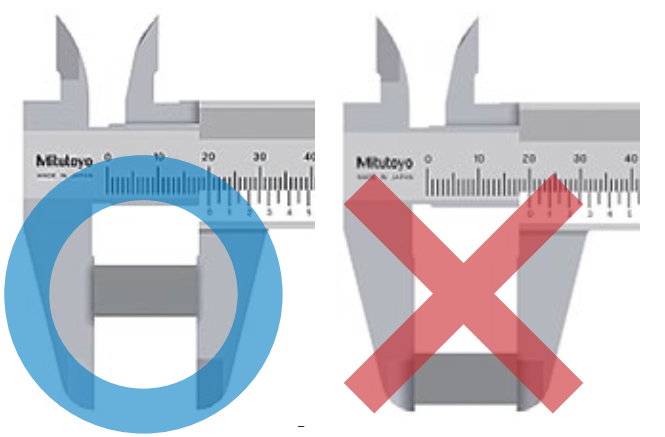
3. Không đo vật có mặt đo bị nghiêng.
Lưu ý: Nếu dụng cụ bị hỏng do làm rơi hoặc va đập mạnh, hay vì bất kỳ lý do nào khác thì tuyệt đối không được sử dụng và liên hệ với
chúng tôi để sửa chữa
V. Phương Pháp Đo Lường.
1. Đo Kích Thước Ngoài.
(1) Đưa phôi vào các hàm đo bên ngoài và đưa các hàm tiếp xúc chặt chẽ với phôi, sử dụng thích hợp và đồng nhất lực đo. (2) Với phôi được kẹp chặt, đọc các vạch chia
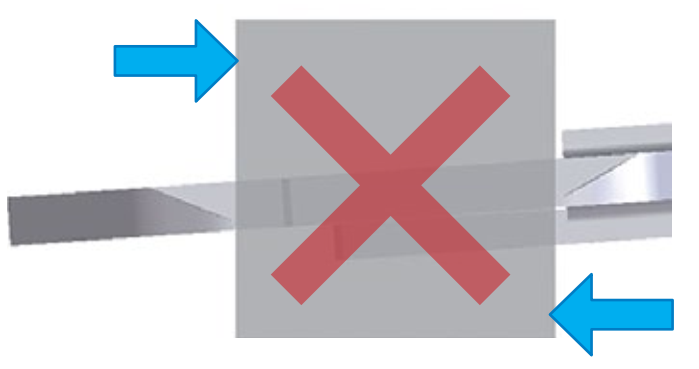
- Không tác dụng lực quá mạnh lên phôi. Lực đo quá mạnh sẽ gây ra sai số đo do sai lệch vị trí của các hàm.

- Không kẹp phôi theo đường chéo.Lỗi đo lường sẽ xảy ra nếu bị nghiêng.

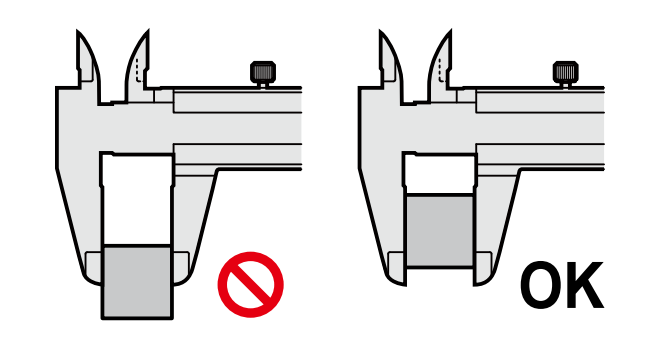
- Kẹp phôi càng gần mặt trượt càng tốt. Đo đạc nhiều khả năng lỗi sẽ tăng lên nếu bị kẹp gần mũi hàm đo bên ngoài.
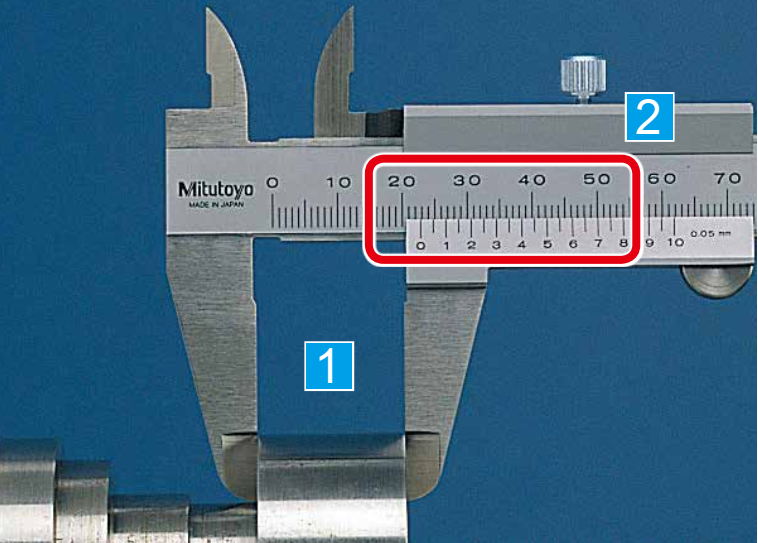
2. Đo Bậc.
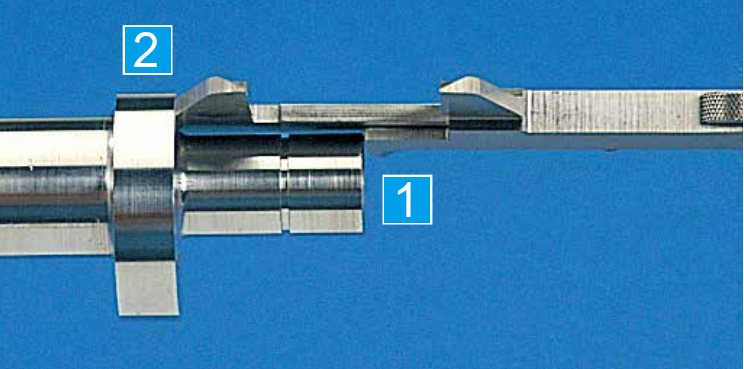
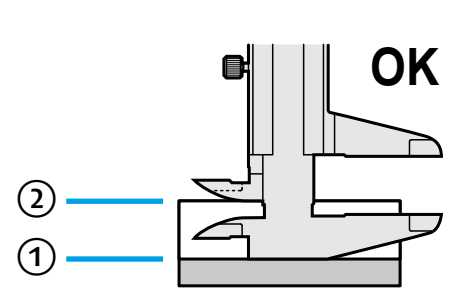
- Đưa mặt đo bậc (①, mặt dầm) tiếp xúc gần với phôi.
- Di chuyển thanh trượt cho đến khi mặt đo bước (②, mặt thanh trượt) chạm vào phôi (bề mặt bậc).
- Với các mặt đo tiếp xúc gần nhau, hãy đọc kết quả đo.
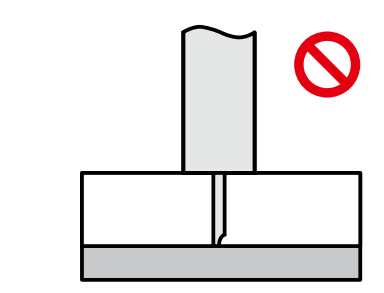
- Không sử dụng thanh đo độ sâu để đo bước, vì diện tích tiếp xúc nhỏ với phôi làm cho việc giữ hướng ổn định trở nên khó khăn.
5. Đối với phôi bậc, đưa toàn bộ bề mặt đo bậc (①, ②) tiếp xúc gần với phôi.
3. Đo Sâu.

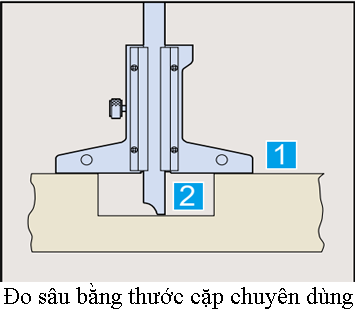
bước 1: Đối với thước cặp, đưa bề mặt đo sâu tiếp xúc gần với phôi.
Đối với máy đo độ sâu, đưa bề mặt tham chiếu cơ sở tiếp xúc gần với phôi
chú ý: Mặt đế đo độ sâu của thước cặp là hẹp và không ổn định nên cần điều chỉnh cho vuông góc với phôi
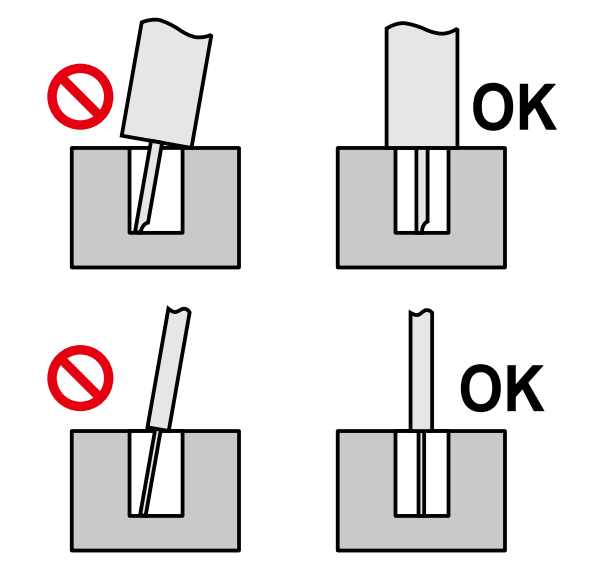
bước 2: Đối với thước cặp, di chuyển thanh trượt cho đến khi bề mặt đế đuôi thước tiếp xúc.
Đối với máy đo độ sâu, di chuyển chùm tia cho đến khi mặt đo tạo ra tiếp xúc.
Bước 3: Đo và đọc kết quả.
VI. Hướng dẫn đọc kết quả trên thước cặp du xích.
Giá trị đo lường nhận được bằng cách đọc tham số trên thang đo chính với tham số trên thân đo phụ bằng vạch chia.
1. thiết bị có độ chia 0.05mm
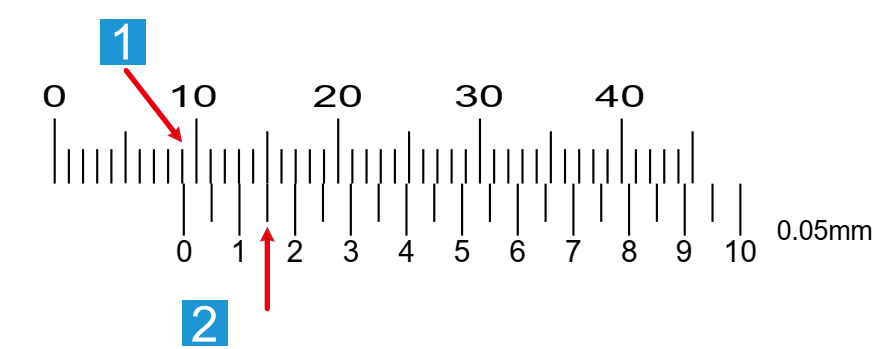
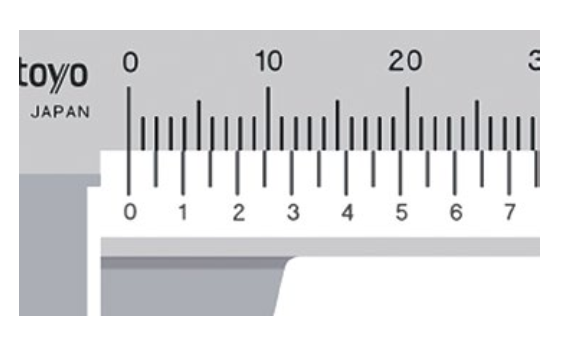
Bước 1: Lấy số đọc của thang đo chính (A) được hiển thị bằng vạch chia vạch số 0.
Nếu vạch chia độ 0 nằm giữa hai vạch chia độ, hãy đọc vạch chia nhỏ hơn.
Ví dụ: nếu vạch chia độ 0 nằm trong khoảng từ 9 mm đến 10 mm, hãy đọc "9 mm".
lúc này giá trị A = 9 mm
Bước 2: Đọc giá trị trên vạch chia phụ (B) bằng cách xác định vạch phụ trùng với vạch của thang đo chính.
Ví dụ: nếu vạch chia độ vernier thứ ba khớp với vạch chia độ chính của thang đo chính, hãy đọc "Độ phân giải x số vạch chia trùng" thì lúc này sẽ là 0,05 x 3 = 0,15 mm".hay nói cách khác B = 0,05 mm x 3 = 0,15 mm
Bước 3: Tổng thang đo chính và số đọc vernier trên thang đo phụ (B) thì ta được kết quả (C).
C = A + B = 9 mm + 0,15 mm = 9,15 mm
2. Thiết bị có độ chia 0.02mm
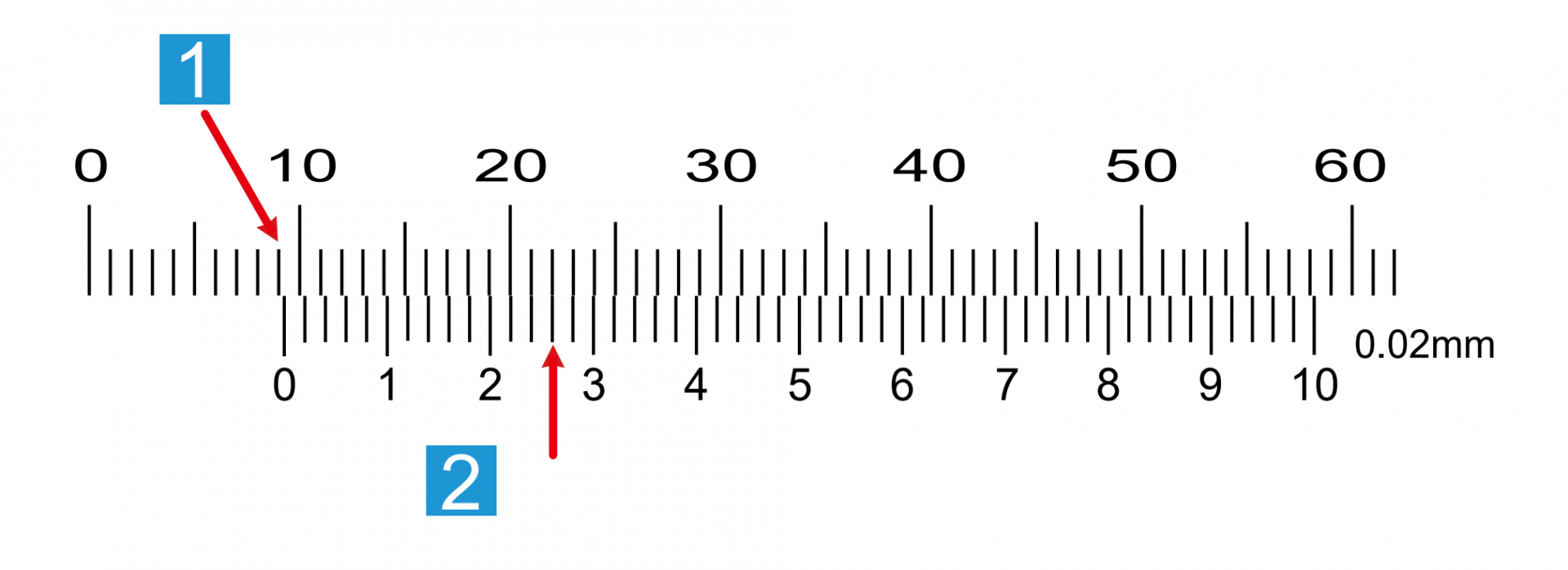
Bước 1: Lấy số đọc của thang đo chính (A) được hiển thị bằng vạch chia vạch số 0.
Nếu vạch chia độ 0 nằm giữa hai vạch chia độ, hãy đọc vạch chia nhỏ hơn.
Ví dụ: nếu vạch chia độ 0 nằm trong khoảng từ 9 mm đến 10 mm, hãy đọc "9 mm".
lúc này giá trị A = 9 mm
Bước 2: Đọc giá trị trên vạch chia phụ (B) bằng cách xác định vạch phụ trùng với vạch của thang đo chính.
Ví dụ: nếu vạch chia độ vernier thứ ba khớp với vạch chia độ chính của thang đo chính, hãy đọc "Độ phân giải x số vạch chia trùng" thì lúc này sẽ là 0,02 x 13 = 0,26 mm".hay nói cách khác B = 0,02 mm x 13 = 0,26 mm
Bước 3: Tổng thang đo chính và số đọc vernier trên thang đo phụ (B) thì ta được kết quả (C).
C = A + B = 9 mm + 0,26 mm = 9,26 mm
VII. Lưu ý sau khi sử dụng
- Nếu có bụi bẩn trên bề mặt đo, bề mặt chuẩn, bề mặt trượt, v.v.,lau sạch nó bằng một miếng vải khô hoặc miếng vải có với cồn.
- Để không sử dụng trong thời gian dài, hãy lau sạch bụi bẩn một cách cẩn thận và phủ một lớp phủ nhẹ dầu chống rỉ trước khi bảo quản.
- Mở mỏ cặp đo ngoài một khoảng từ 0.2 đến 2mm, nới lỏng vít hãm, và bảo quản dụng cụ.
- Không bảo quản ở những nơi có nhiệt độ cao, nhiệt độ thấp, cao độ ẩm, hoặc tiếp xúc với ánh nắng trực tiếp.
Tin liên quan
Không có bình luận nào cho bài viết.












